METHODEN
![]()

Die Metra-Potenzial-Methode (MPM) ist ein aus der Graphentheorie abgeleitetes Verfahren zur Erstellung von Netzplänen. Da es auf Prinzipien der logischen Strukturierung beruht, ermöglicht es die (IT-gestützte) Optimierung der Projektorganisation und -überwachung und kann zur Steuerung des Zeitmanagements von (Teil-)Projekten genutzt werden.
Grundlage der Darstellung ist der Vorgangsknoten-Netzplan. In der Ende der 1950er-Jahre in Frankreich entwickelten Form werden Vorgänge als Knoten bezeichnet und als Rechtecke dargestellt. Abhängigkeiten zwischen den Vorgängen werden durch Pfeile symbolisiert. Knoten sind über diese Abhängigkeiten verknüpft: Jeder Pfeil, der von einem Knoten ausgeht, muss in einen anderen Knoten münden. Unterschieden werden dabei Ende-Anfang-, Anfang-Anfang- und Ende-Ende-Beziehungen. Vorgänge können auch wechselseitig miteinander verbunden sein, also sowohl jeweils Vorgänger als auch Nachfolger sein, wodurch Zyklen entstehen. Den einzelnen Vorgängen wird jeweils eine Zeitdauer zugewiesen. Zudem werden zeitliche Abstände zwischen zwei Vorgängen durch eine Beschriftung der Pfeile dargestellt. Minimalabstände werden mit positiven, Maximalabstände mit negativen Zahlen versehen. Meilensteine, die etwa aus einem Projektstrukturplan (PSP) übernommen werden, werden als Vorgänge mit der Dauer 0 dargestellt. Damit lassen sich prinzipiell alle zeitlichen Ablaufbedingungen mathematisch beschreiben.
Um Projekte in der MPM-Form darstellen zu können, müssen die Arbeitspakete so weit zerlegt werden, bis sich Vorgänge ergeben, die ohne Unterbrechung mit gleichbleibendem Ressourceneinsatz pro Zeiteinheit ablaufen. Als Abhängigkeiten berücksichtigt werden müssen dabei sowohl technologische als auch ressourcenabhängige Beziehungen. Auf dieser Basis sind die Anfangs- und Endzeitpunkte mit dem jeweils frühesten und spätesten Termin zu bestimmen. Die Dauern der Vorgänge sind dazu zu schätzen bzw. zu messen; eine Projektmanagementsoftware ist bei der Berechnung sehr hilfreich. Die Visualisierung, also die grafische Darstellung, sollte eine durchgängige Flussrichtung aufweisen, sei es von links nach rechts oder von oben nach unten.
Den maximalen Informationsgehalt hat ein Netzplan gemäß MPM in der folgenden Darstellungsweise.
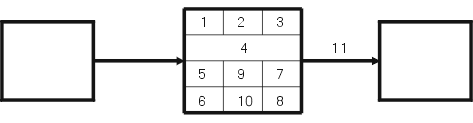
Inhalt des Vorgangsknotens:
1 Vorgänger-Identifikation; 2 Vorgangsnummer; 3 Nachfolger-Identifikation
4 Vorgangsname
5 frühester Anfangstermin; 9 Dauer des Vorgangs; 7 frühestmöglicher Endtermin
6 spätester Anfangstermin; 10 freie Pufferzeit; 8 spätester Endtermin
Kante:
11 Bedingung der Anordnungsbeziehung
Berechnung der Anfangs- und Endzeitpunkte
Jeder Vorgang hat im zeitlichen Ablauf Extremtermine: einen frühest(möglich)en Anfangszeitpunkt und einen spätest(erlaubt)en Endzeitpunkt. Das Errechnen der Zeitpunkte erfolgt grundsätzlich in zwei Schritten, nämlich als Vorwärts- und als Rückwärtsrechnung:
Bei der Vorwärtsrechnung wird vom Startpunkt des Netzplans für jeweils den nächsten Vorgang der frühestmögliche Starttermin berechnet. Hat ein Vorgang mehrere parallel ablaufende oder sich zeitlich überschneidende Vorgänger, so kann er erst nach dem frühesten Ende des die meiste Zeit benötigenden Schrittes beginnen.
Bei der Rückwärtsrechnung werden aus dem Endzeitpunkt durch Abzug der Vorgangsdauern der verschiedenen Knoten jeweils deren späteste Anfangszeiten errechnet. Hat der betrachtete Vorgang mehrere parallel ablaufende oder sich zeitlich überschneidende Nachfolger, ist seine Dauer jeweils von den spätesten Startzeiten der Nachfolger zu subtrahieren. Der kleinste sich so ergebende Wert ist dann als spätester Startzeitpunkt des Vorgangs festzulegen.
Pufferzeiten
Aus der Differenz zwischen frühestem und spätestem Anfangszeitpunkt eines Vorgangs ergibt sich die Pufferzeit. Ist eine solche Pufferzeit vorhanden, kann die Anfangszeit flexibler gestaltet werden. Ist bei einem Vorgang aber der frühestmögliche gleich dem spätesterlaubten Termin, ist die Pufferzeit gleich Null. Dann handelt es sich um einen kritischen Vorgang, bei dem keine Verzögerungen eintreten dürfen.
Freie Puffer ergeben sich dann, wenn alle Vorgängertätigkeiten planmäßig, also pünktlich zum frühestmöglichen Zeitpunkt, angefangen und abgeschlossen werden, ohne den nachfolgenden Vorgang zu beeinflussen. Um ihn zu berechnen, wird zum frühesten Startzeitpunkt des Vorgangs dessen Dauer addiert und der erhaltene Wert von dem frühestmöglichen Startzeitpunkt des Nachfolgevorgangs subtrahiert. Gibt es mehrere Nachfolger, muss die Differenz zu all deren frühestmöglichen Anfangszeiten ermitteln werden, da keine der nachfolgenden Tätigkeiten Pufferzeiten in Anspruch nehmen darf, also „frei“ sein muss.
Unabhängig ist ein Puffer, wenn er sich ohne Beeinflussung durch die Vorgänger ergibt (diese können auch zum spätestmöglichen Zeitpunkt beginnen) und keine Auswirkungen auf die Nachfolger hat (diese können zum frühestmöglichen Zeitpunkt beginnen). Der unabhängige Puffer wird berechnet als Differenz zwischen einerseits dem frühestmöglichen Startzeitpunkt der Nachfolger und andererseits der Summe aus der Dauer des Vorgangs selbst plus dem spätesten Anfangszeitpunkt der Vorgänger plus deren Dauer.
Fazit
Mit der MPM-Methode können Aufgaben nach ihrem Vorrang priorisiert werden. Beziehungen und Abhängigkeiten zwischen den verschiedenen Aufgaben werden dabei in der Darstellung berücksichtigt. Zeitliche Aspekte wie frühe oder späte Starttermine und Verzögerungen mit ihren Auswirkungen auf die Projektlaufzeit werden so sichtbar gemacht, es wird möglich, den längsten kritischen Pfad zwischen dem Beginn der Anfangsaufgabe und dem Ende der Endaufgabe zu bestimmen – und damit die Mindestzeit für das Projekt.

>